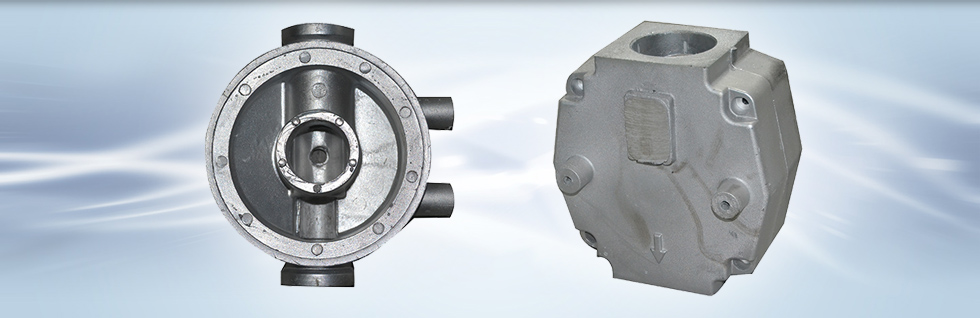
改善铝铸件厂家缩孔问题-铝铸件厂家推荐温州秀存液压机械有限责任公司主要生产过滤器铝件铸造及各种高科技、高难度的产品,加工产品质量可靠,品质优良,不断满足客户的需求,深受广大用户们的信赖。那么秀存液压机械阐述是如何解决缩孔问题的?
受铝液充填顺序的影响,模具温度呈上低下高的梯度分布,导致铝液由表及里、从高模温到低模温顺序凝固,最后凝固区域如果得不到铝液补缩,就会因补缩不足而形成缩孔。因此,排除异常因素,铝合金压铸件缩孔的主要原因为铝液补缩不足。然而铝液的凝固顺序受诸多因素影响,例如:铸件结构、浇注系统、排气系统、冷却系统和工艺参数等。结合实际工程经验,主要采用了3种方案来进一步改善铸件的缩孔问题,即调整压铸工艺、优化模具浇注系统和调整喷涂工艺。铝铸件厂家-秀存液压机械他们是一家对外加工铝合金,铝件和氧化铝。97年成立至今,欢迎随时联系我们。
本文《改善铝铸件厂家缩孔问题-主要原因为铝液补缩不足。》由 铝铸件厂家,压铸铝件厂家-温州市秀存液压机械有限责任公司 收集整理,转载请注明网址:
http://www.yjxfzz.com/